
Belt Bucket Elevators
Whether they are used for cement, fertilisers or building materials, in the mining industry or in power plants: bucket elevators are required in many industries for the vertical transport of bulk materials.
Lifting clinker up to 200 metres and more
Whether hot or cold: Our bucket elevators are the economical solution when it comes to vertical transport of bulk material. As the market leader, we have developed special technical designs for this type of conveying system for a number of decades now. Therefore, we can offer the perfect configuration for many different applications.
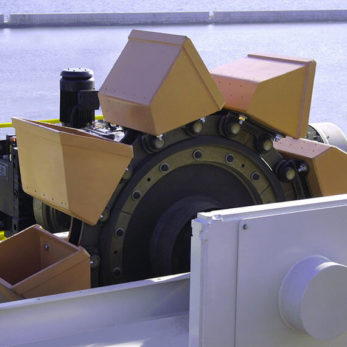
Highly robust steel wire belts
The belt is the key component of the belt bucket elevator. We have therefore developed highly strong steel wire belts with wire-free zones for the bucket fixing. Our high capacity steel wire belts are available with belt strengths of up to 3,300 N/mm. Fabric belts are available for lower strengths. For an even distribution of the retention forces, the buckets are mounted with forged segment fastening. This mind of fixing is reliable in preventing the buckets from getting loose. Additional rubber plattes between bucket and belt reinforce the bucket/belt connection.
Vertical transport of fine bulk material and coarse bulk material
Product properties ranging from sticky to highly abrasive
Conveying heights up to 200 m and more
Conveying capacity up to 2,000 m³/h and more
Download brochure
Customer Support for Belt Bucket Elevators
Competent engineering, fast and reliable on-site service as well as optimal spare parts supply round out our offering and ensure high reliability of the systems.
Conveying Technology
We have a broad product offering and build complete systems in addition to individual components. Together with you we will find the right solution for your unique requirements.
Conveying Technology

Bucket Elevators
Troughed Belt Conveyors

Pipe Conveyors

Apron Conveyors

Belt Apron Conveyors

Heavy Duty Belt Bucket Elevators

Central Chain Bucket Elevators

Overland Belt Conveyors
Conveyor Systems for Alternative Fuels (AFR)

