Reliable vertical transport of all materials
Their full strength comes to the fore with hot, abrasive or granular bulk material, as in milling operations in the cement industry, for instance. A range of chain types is available to ensure the best possible use. Our central chain bucket elevators are in the field of high permanent temperatures of the material, e.g. for hot clinker.
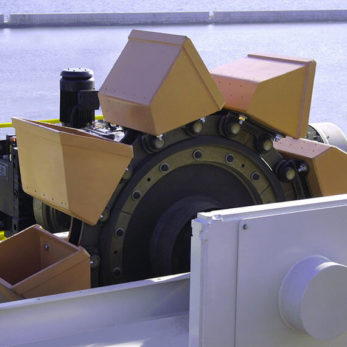
Our central chain bucket elevators have been developed for conveying maximum capacities of hot material. In order to ensure the safety of the chain different chain sizes are available. Due to special bucket chain, vibrations are not transmitted to the buckets. Conveying heights of up to 70 m are possible. The central chain bucket elevators are also used in the circulation process of grinding plants.